
Our production techniques
CONTINOUS CASTING
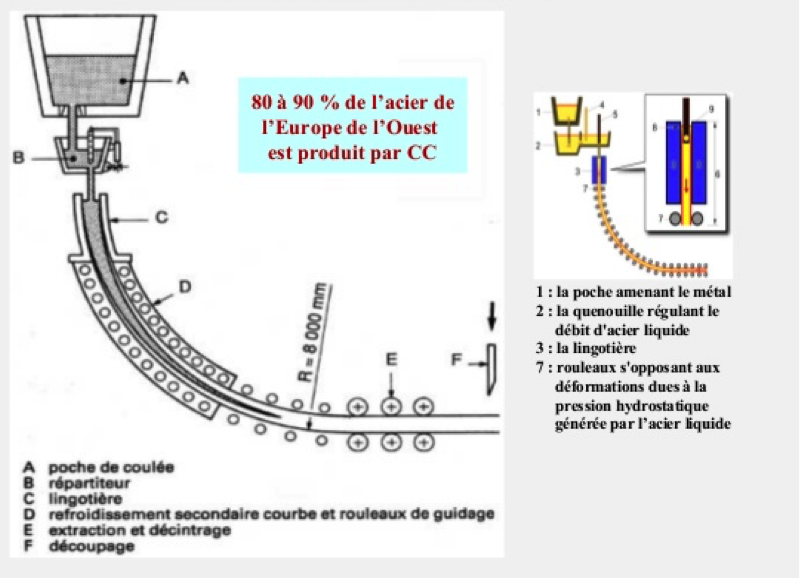
Continuous casting is a process for solidifying melted metal. It consists in filling a mold with liquid metal and then slowly extracting the product from the mould.
The extraction of the solidified product is compensated by a supply of hot liquid metal: the liquid metal enters one side of the mold while on the other side a solid product emerges.
This process makes it possible to obtain semi-finished product of good appearance, easily machinable, with precise sizes and high mechanical characteristics.
CENTRIFUGAL
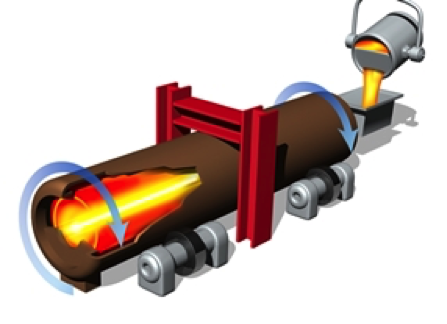
Centrifugal casting is a process that uses the centrifugal force applied to melted metal cast in a metallic shell. A centrifugal force is applied to the liquid metal which pushes the liquid away from the axis of rotation and presses it against the walls of the shell.
There are 3 types of centrifugation: horizontal, vertical and oblique.
This process makes it possible to obtain very good physical and mechanical qualities of metal.
DRAW MATERIAL
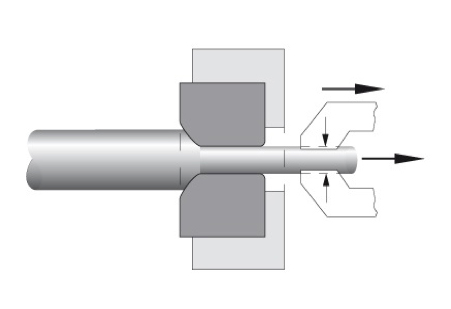
The technique consists in shaping a profile by elongation and reduction of a section by making it undergo a traction through a die. This process stretches the bar to achieve tight dimensional tolerances. The subsequent hardening changes the mechanical characteristics by increasing their strength and stiffness.

EXTRUSION
A manufacturing method for shapes such as tubes, plates, profiles, in which the material is compressed and forced to pass through a die which has the desired shape. In addition, the bars excellent surface finishes, which often allow them to be used without additional machining.
ROLLING
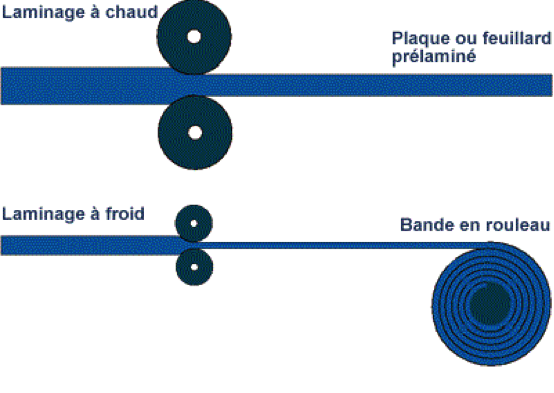
Rolling is a plastic deformation process which consists in continuous compression when passing between two counter-rotating rolls called a rolling mill.
Due to this rotational movement and the compression generated by the rolls, a continuous reduction of the initial thickness occurs. Depending on the desired thickness the heated metal will pass in a series of several rolling mills. Hot rolling (800 – 1200 ° C) for large thicknesses must be distinguished from cold rolling (T
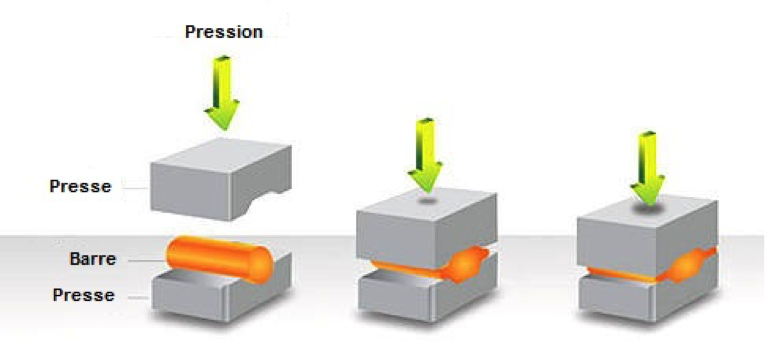
FORGED
Forging makes it possible to obtain from a raw form (ingot, bar) a more advanced form, by hammering the part, by using the plasticity of the material.
Forging is the deformation of hot or cold metal between two flat tools by hammering or pressing with a forging press or a forging machine. It allows, by appropriate deformation, to obtain products or semi-finished products in the desired shape: block, sheet, bar, wire, profile …
LThe parts obtained are more resistant to mechanical stress. It causes a tightening of the metal and an orientation of the crystals by the deformation action in one or more preferred directions.
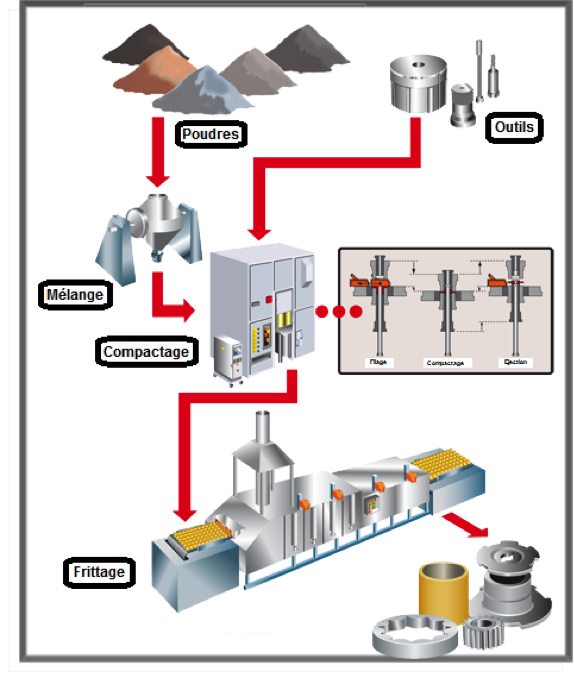
SINTERING
Sintering is a process of manufacturing parts consisting in heating a powder without bringing it up to melting point. Under the effect of heat, the grains are welded together, forming the cohesion of the piece.
The sintering is carried out in a high-temperature furnace (close to the melting temperature of the material) under a controlled atmosphere or under vacuum. To give a few temperature ranges, the sintering of tungsten is carried out at around 2000 to 3050 ° C. and that of molybdenum around 1800 to 2300 ° C.
Sintering makes it possible to obtain complex shapes with the compacting tools, without requiring additional machining operations thanks to its high dimensional accuracy. Tolerances can be improved by machining operations. The surface quality is better than that of machined solid materials.